A-Z晶體(tǐ)及材料 加熱爐系列 樣品處理(lǐ)設備 電(diàn)池制備設備 分(fēn)析檢測設備 其他(tā)實驗室設備 技(jì )術支持/服務(wù)培訓
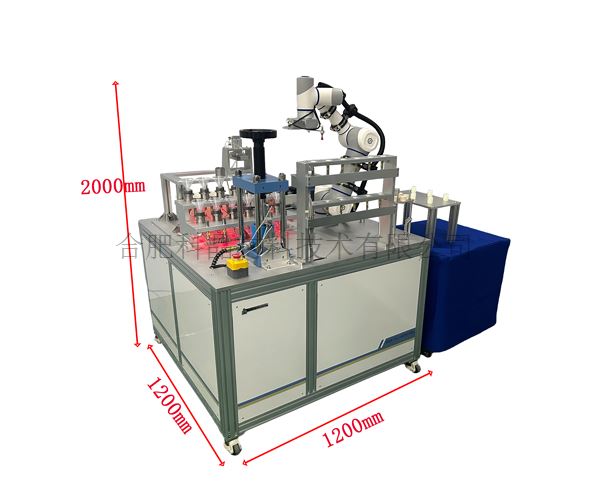
| 設備名(míng)稱型号 | ·24T自動化壓片機(程序控制可(kě)與機械手配合,帶組裝(zhuāng)&脫模功能(néng)) YLJ-24T-PE |
||||||||||||||||||||
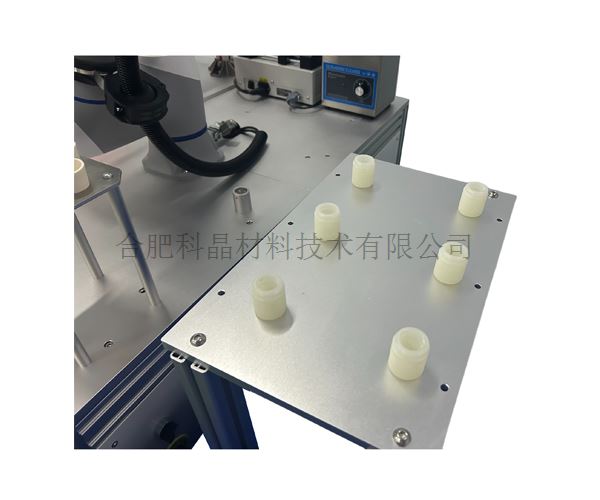
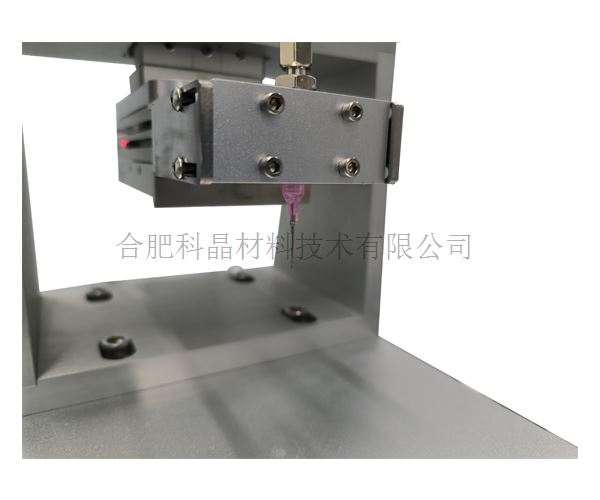
| 自動化裝(zhuāng)料、脫模系統 | · 由電(diàn)動壓機、機械手、模具(jù)組件等組成的一個自動化系統。裝(zhuāng)置在無人幹預的情況下按規定的程序和指令自動進行裝(zhuāng)料、壓片、脫模 · 各組件按區(qū)域擺放:模具(jù)擺放區(qū)(未使用(yòng))、組裝(zhuāng)與脫模區(qū)、樣品擺放區(qū)、清洗區(qū)、材料收集區(qū)、 壓料區(qū)域以及使用(yòng)後的模具(jù)擺放區(qū)域,這些區(qū)域圍繞機械手臂擺放。 · 标配12套φ19mm的幹壓模具(jù),模具(jù)所能(néng)承受的最大壓力為(wèi)22T。模套與上模芯分(fēn)開擺放(下模芯提前與模套安(ān)裝(zhuāng)在一起) 模具(jù)進料口配有(yǒu)進料漏鬥,使物(wù)料能(néng)直接到達模具(jù)的裝(zhuāng)料區(qū)域,避免樣品灑落。 · 機械手臂上有(yǒu)一個夾具(jù)和一個吸盤,夾具(jù)用(yòng)于夾取模具(jù)、樣品管等,吸盤用(yòng)于吸取模芯與片狀樣品。 配備清洗槽,在結束一次工(gōng)作(zuò)流程後,吸盤可(kě)以進行清洗,清洗結束後擦拭幹淨,然後進行下一段流程。這樣可(kě)避免兩個樣品間的相互污染。 · 整個系統操作(zuò)流程如下: 1、機械手抓取對應位置的模具(jù)放置在組裝(zhuāng)與脫模區(qū)的指定位置上; 2、機械手抓取樣品管,将粉料倒入模具(jù)内部,然後機械手将樣品管投放到材料收集框内; 3、機械手抓取模具(jù)上的漏鬥投放到材料收集框内; 4、機械手吸盤吸取對應位置的上模芯裝(zhuāng)在模具(jù)上; 5、機械手夾取模具(jù)到壓機油缸的中(zhōng)間位置。壓機開始加壓與保壓工(gōng)作(zuò) 6、壓機保壓結束後,油缸洩壓,機械手夾持模具(jù)到組裝(zhuāng)與脫模區(qū)的脫模套上,然後将整個模具(jù)(含脫模套)夾取到壓機油缸的中(zhōng)間位置,進行脫模 7、脫模結束後,機械手夾持模具(jù)(含脫模套)到組裝(zhuāng)與脫模區(qū)的指定位置 8、機械手抓取整個模具(jù)放置到使用(yòng)後模具(jù)擺放區(qū)域的指定位置 9、機械手吸盤進行清洗與擦拭。 10、機械手抓取下一個模具(jù)進行裝(zhuāng)料、壓料、脫模的循環操作(zuò)
|
||||||||||||||||||||
| 壓機 | · 最大壓力:24T(45MPa) · 油缸直徑:60mm · 油缸行程:0-35mm · 工(gōng)作(zuò)空間:150*150*150mm · 電(diàn)壓:AC 220V 50HZ · 功率:180W · 壓力可(kě)程序化設置,最高可(kě)設定30段壓力程序段,可(kě)設置各段壓力以及保壓時間等參數 · 配備油泵電(diàn)機調速器,可(kě)控制升壓速率 · 壓力精(jīng)度: 高泵速狀态:±0.5MPa 低泵速狀态:±0.1MPa · 數字壓強顯示值對應壓力值如下表所示:
· 顯示壓強值與實際液壓缸施加給樣品壓力值1MPa= ~ 0.55 Ton |
||||||||||||||||||||
| 機械手 | · 電(diàn)源:DC 48V · 功率:150W · 工(gōng)作(zuò)半徑:800mm · 最大臂展:990mm · 工(gōng)作(zuò)最大速度:3m/s · 關節活動範圍:±360° · 關節最大速度:180°/s · 重複定位精(jīng)度:±0.02mm · 通信接口:RS485 · 通訊方式:TCP/IP, Modbus, 無線(xiàn)網絡
|
||||||||||||||||||||
| 設備外形尺寸 | ·1200mm(L)*1200mm(W)*1610mm(H) |
||||||||||||||||||||
| 淨重 | ·約100kg |
||||||||||||||||||||
| 質(zhì)保 | ·一年(模具(jù)等易損耗件除外) |
Copyright © 2019 合肥科(kē)晶材料技(jì )術有(yǒu)限公(gōng)司 版權所有(yǒu)












 查看誠信檔案
查看誠信檔案